











































































PowerTig 255 EXT Everlast Установка аргонодуговой сварки 3EV255P









Цвет, характеристики и комплектация товаров, указанные на сайте, могут отличаться от реальных
Снижение цены
253 000 Р
Ожидается
Быстрый заказ
Способы оплаты
- Наличный расчёт
- Банковские карты Visa/MasterCard
- Безналичный расчет для ЮЛ
Способы получения
- Доставка от 350 руб.
- Самовывоз из магазина бесплатно.
Ваш товар
PowerTig 255 EXT Everlast Установка аргонодуговой сварки 3EV255P
Артикул
253 000 Р
Описание
Описание
Габариты в упаковке Д*Ш*В, см — 70×41×44Вес в упаковке, кг 42
Штрих код 4660059744650
КОД ТН ВЭД 8515391300
PowerTIG 255 EXT это старшая модель по сравнению с PowerTIG 210 EXT — она обладает большим рабочим циклом и мощностью, с 60% рабочим циклом и полными 250 амперами в режимах переменного и постоянного тока. Общий пакет функций не изменился, но были внесены некоторые изменения для облегчения работы сварщику.
Была добавлена треугольная форма волны в режиме переменного тока, что позволяет новейшей линейке EXT ещё лучше справляться со сваркой тонкого алюминия
Были улучшены параметры расширенного импульса переменного тока, а также частота переменного тока и параметры очистки. Более стабильное зажигание дуги и улучшенная работа на малых токах также являются характеристиками, которые стоит отметить на этом устройстве по сравнению с предыдущими сериями.
Итак, если вы ищете TIG инвертор с силой тока около 250А с запасом по мощности и богатыми возможностями, новый PowerTIG 255 EXT может стать идеальным решением.
КОМПЛЕКТАЦИЯ
- Источник POWERTIG 255 EXT
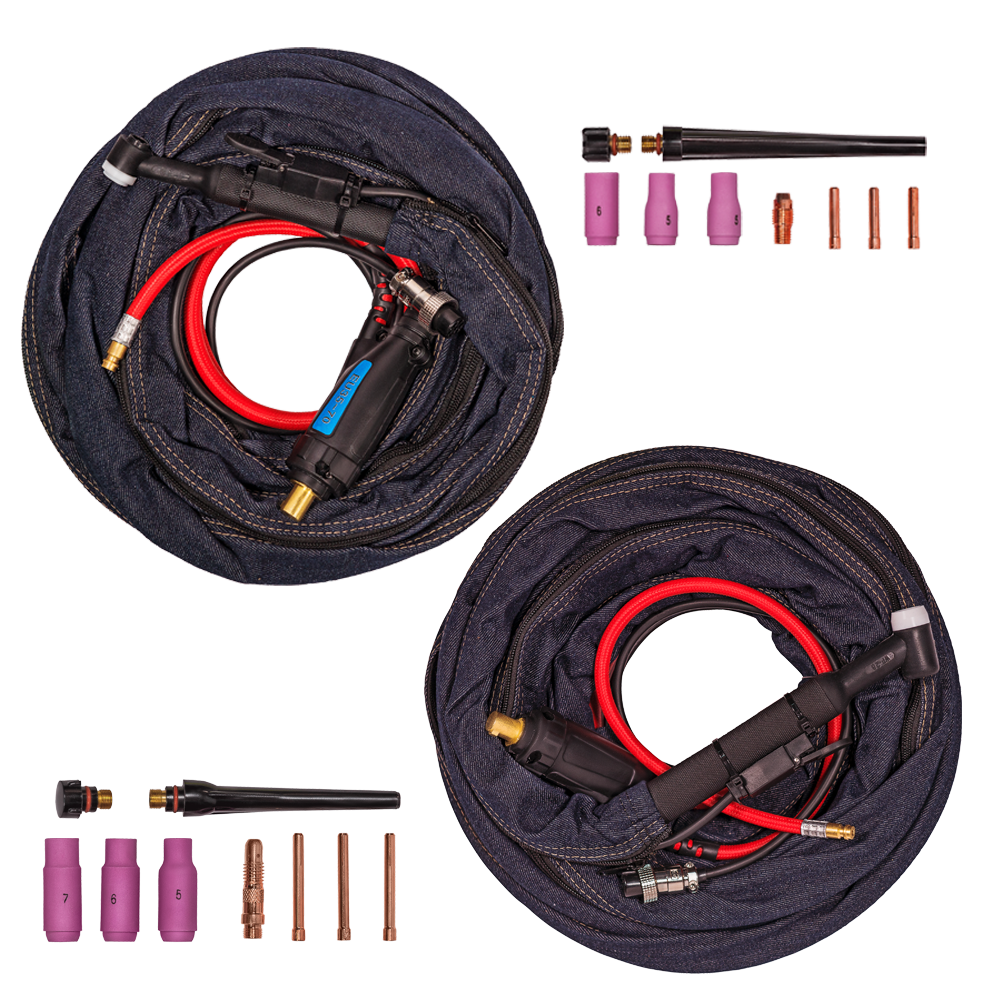
- Горелка SuperFlex* 9 с кабелем 4 м
- Горелка SuperFlex* 26 с кабелем 4 м
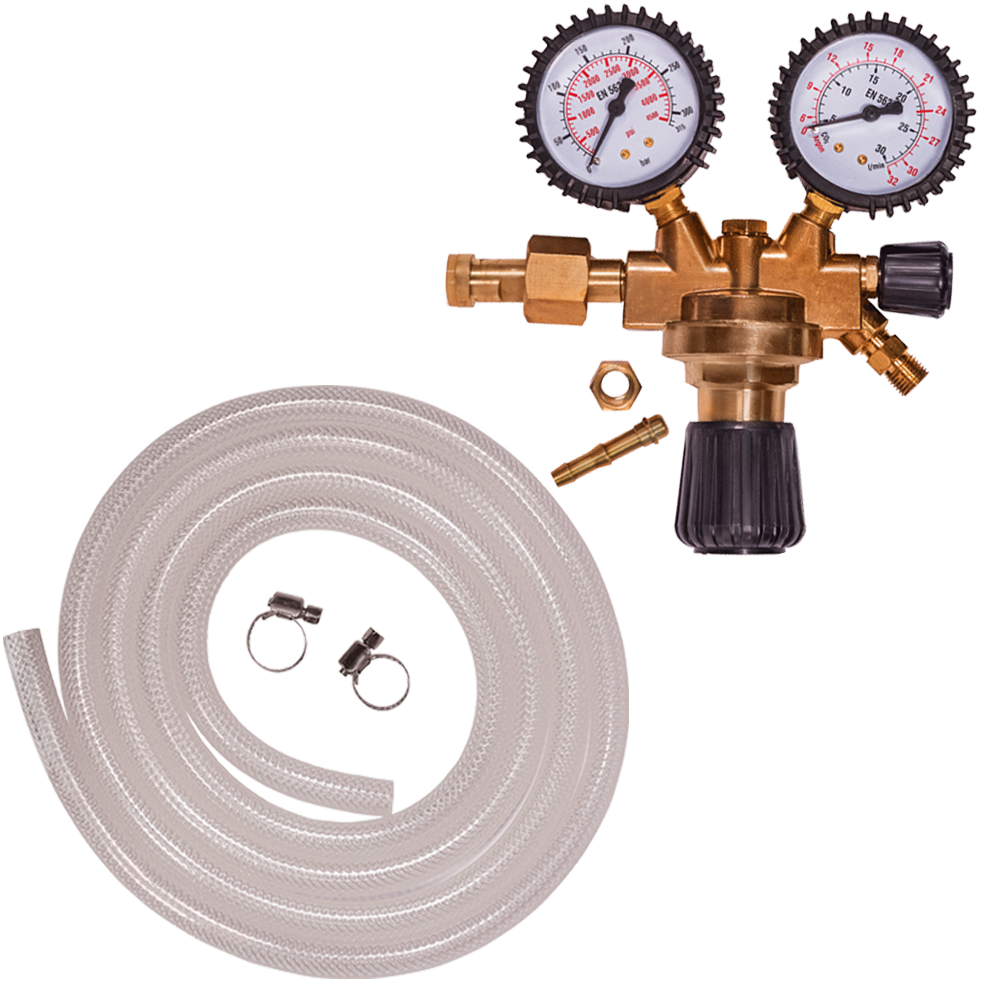
- Газовый редуктор
- Обратный кабель с зажимом
- Ножная педаль
- Электрододержатель с кабелем
(Image not found: /upload/medialibrary/735/73590b592a8c15028c6f845faec563f0.png)
| POWER TIG 255 EXT | Свойства | Описание |
| 1. Защитная крышка | — | Прозрачная откидная крышка защищает панель от повреждений. Держите закрытой во время сварочных работ. |
| 2. Главная панель управления | цифровая | Панель с полностью цифровым управлением. Позволяет настроить такие функции, как ток, импульсный режим, расширенный импульс переменного тока, функция сварки ММА, функция сварки ММА с VRD, горячий старт MMA, форсаждуги, горячий старт, выбор поджига HF/Lift в режиме TIG, управление 2T / 4T / Pedal / Amptrol и диагностика кода ошибки. |
| 3. положительная клемма + | DINSE 35 | стандартный разъем серии 35. Для ММА: подключение электрододержателя (большинство электродов). Для TIG: рабочий зажим. |
| 4. Штуцер подключения газа к горелке | 9 мм | Быстросъемный штуцер для подключения газового рукава TIG горелки. |
| 5. Контрольный разъем | 7 pin | Разъем для подключения педали, регулятора тока или клавиши горелки |
| 6. Отрицательная клемма | DINSE 35 | стандартный разъем серии 35. Для ММА: рабочий зажим (большинство электродов). Для TIG: подключение горелки |
(Image not found: /upload/medialibrary/69a/69a5e8b5da75a6cd7615747c7cd56cf5.png)
| POWERTIG 255EXT | Параметры | Назначение |
| 1.Ячейки памяти | 1−9 | Устройство имеет 9 программ, которые позволяют оператору выбирать параметры, а затем сохранять настройки в выбранной ячейке памяти. Для работы используйте кнопку выбора, чтобы выбрать номер нужной программы, в которой она будет сохранена. Загорится красный индикатор выбора, указывая на то, что сварщик находится в режиме программирования. Настройте желаемые параметры сварки. После того, как все изменения параметров были сделаны, нажмите кнопку выбора и удерживайте в течение 3 секунд и отпустите. Загорится зеленый индикатор, показывая, что программа была сохранена. Примерно через 2 секунды зленный индикатор погаснет, и устройство по умолчанию вернется к красному индикатору выбора. Любые дополнительные корректировки, сделанные после этого, должны быть сохранены. |
| 2.Предварительная продувка (Pre-Flow) | 0−25 сек | Предварительная продувка устанавливает поток газа до того, как дуга начинает работать после нажатия на клавишу горелки или педаль. Используется для продувки горелки и заполнения зоны сварки защитным газом, чтобы обеспечить стабильный розжиг дуги и защитить сварочный шов от пор. Используйте достаточное количество времени, чтобы устранить первый «плевок» аргона. (около 0,3−0,5 секунд) Предварительная продувка задерживает запуск дуги на величину установленного времени. |
| 3.Стартовый ток | 5−250А (AC/DC) | Устанавливает сварочный ток в начале сварки в режимах 2Т/4Т, режиме педали или внешнего пульта. Позволяет запускать дугу с другим значением, отличным от выбранного максимального или минимального сварочного тока при использовании переключателя горелки, ножной педали или ручного регулятора. Типично используется для создания сварочной ванны быстрее / медленнее. Когда используется педаль, этозначение обычно устанавливается на минимум (5 ампер). Тем не менее, стартовый ток может быть использован для создания «горячего» старт TIG с помощью педали или для улучшения запуска дуги. |
| 4.Время нарастания тока (Upslope) | 0−25 сек | Время нарастания сварочного тока от значения стартового до установленного тока сварки. При использовании педали оптимально установить значение в 0 |
| 5.Сварочный ток | AC: 5−250А DC: 3−250A | Устанавливает необходимый для сварки ток. При использовании педали, либо выносного регулятора устанавливает максимальный ток. |
| 6.Длительность импульса | 5−100% от установленного сварочного тока | Определяет соотношение по времени между током импульса и базовым током. Эту функцию можно использовать для увеличения или уменьшения амплитуды импульса, чтобы помочь управлять подводом тепла в сварочную ванну. Действует одинаково как в стандартном, так и в расширенном импульсном режимах переменного тока. |
| 7.Ток импульса (%) | 3−100% от сварочного тока | Регулирует нижнее значение (базовый ток) тока в течение импульса в процентах от сварочного тока. В расширенном режиме (Advanced AC Pulse) устанавливает нижнее значение постоянного тока. |
| 8.Частота импульсов | DC:0.1−500 Hz AC Advanced Square.:0.1−250Hz AC Soft Square: 0.1−10 Hz AC Triangular: 0.1−10 Hz Advanced AC Pulse: 0.1−10 Hz | Низкие частоты импульсов идеальны для добавления присадочного металла. Это помогает улучшить внешний вид и однородность. Более высокие частоты импульсов полезны для сварки швов и кромок тонкого материала. Также это полезно для общего контроля подводимой теплоты для более толстых металлов. Более высокие частоты импульсов очень полезны для автоматизированных процессов сварки. ВНИМАНИЕ: СВАРКА ПРИ ВЫСОКИХ ЧАСТОТАХ УВЕЛИЧИВАЕТ УРОВЕНЬ ШУМА. НАСТОЯТЕЛЬНО РЕКОМЕНДУЕТСЯ ИСПОЛЬЗОВАТЬ ЗАЩИТУ! В расширенном режиме функция частоты по существу одинакова и представляет собой количество моментов в секунду, которое сварщик полностью циклически переключает между переменным током (амплитуды сварки / пиковый ток) и постоянным током (импульсные амперы / базовый ток). |
| 9.Частота переменного тока | 20−250 Hz | При увеличении частоты переменного тока увеличивается фокусировка дуги. Идеальный диапазон регулировки обычно составляет 100−150 Гц. Низкие частоты будут расширять и смягчать дугу и снижать уровень контроля. ВНИМАНИЕ: СВАРКА ПРИ ВЫСОКИХ ЧАСТОТАХ УВЕЛИЧИВАЕТ УРОВЕНЬ ШУМА. НАСТОЯТЕЛЬНО РЕКОМЕНДУЕТСЯ ИСПОЛЬЗОВАТЬ ЗАЩИТУ! |
| 10.Баланс переменного тока | 5−90% | Определяет в процентном соотношении время в течении которого на электроде напряжение положительной полярности в течении одного периода переменного тока. Данный параметр необходим для настройки снятия оксидной пленки (очистки)\проплавления при сварке алюминия и его сплавов. Слишком большое значение приводит к перегреву и образованию шарика на конце электрода. Слишком маленькое значение приводит к недостаточной очистке и загрязнению сварочного шва. Проще говоря, по мере увеличения значения будет происходить большая очистка, но будет достигаться меньшее проплавление. |
| 11.Спад тока (Downslope) | 0−25 сек | Время спада сварочного тока от значения тока сварки до тока завершения. При использовании педали оптимально установить значение в 0. Удобно использовать в режиме 2 Т для ручного контроля тепловложения в сварочную ванну. |
| 12.Ток завершения сварки | AC: 5−250 A DC: 3−250 A | Устанавливает конечный или минимальный ток до прекращения дуги. Используется для заварки кратерав конце сварного шва и предотвращение трещин. При использовании ножной педали это значение должно быть установлено на самое низкое значение (3 для постоянного тока; 5 для переменного тока) |
| 13.Продувка после сварки | 0−50 сек | Определяет время в течении которого защитный газ продолжает поступать после окончания сварки. Используйте 1−2 секунды продувки для каждых 10 ампер. |
| 14.Продувка газа | Клавиша для ручной продувки газовой магистрали | |
| 15а. Клавиша выбора режимов HF TIG/ Lif TIG/Stick/ VRD | Выбирает режим TIG или ММА. Также выбирается тип запуска TIG. Селектор процесса предлагает выбор Lift Tig (только для постоянного тока), который требует контакта с металлом для поджига дуги, и высокочастотный запуск HF TIG, который обеспечивает бесконтактный запуск дуги (для переменного и постоянного тока). | |
| 15b. Клавишавыборарежима HF TIG/ Lif TIG/Stick/ VRD | Выбор режима ММА или ММА с VRD. Устройства снижения напряжения (VRD) требуются в некоторых ситуациях для снижения риска поражения электрическим током. VRD снижает напряжение холостого хода (OCV) до 20 вольт (± 3 В) для более безопасной работы. VRD может сделать розжиг более сложным и требует хорошего контакта с металлом, чтобы начать сварку. Ржавые металлы или окрашенные поверхности могут усложнить запуск из-за слишком высокого значения сопротивления. При использовании режима VRD можно заметить небольшую задержку запуска дуги. | |
| 16.Клавиша выбора параметров | Кнопочный селектор используется для выбора настраиваемого параметра сварки | |
| 17.Регулятор параметров | Предназначен для настройки значений сварочных параметров. Скорость регулировки можно увеличить, если при вращении нажать на ручку регулятора | |
| 18.Форсаж дуги | 0−100% | Опция сварочного аппарата, обеспечивающая стабилизацию дуги за счет увеличения сварочного тока в тот момент, когда капля расплавленного металла отделяется от электрода и переходит в сварочную ванну. Она существенно сокращает вероятность непреднамеренного обрыва дуги и прилипания электрода к поверхности металла, что позволяет получить более качественный непрерывный сварочный шов. |
| 19.Время горячего старта | 0−2сек | Устанавливает время горячего старта. Облегчает розжиг дуги в режиме ММА |
| 20.Ток горячего старта | 0−100% | Функция Hotstart обеспечивает надежное зажигание электрода за счет кратковременного повышения сварочного тока в начале сварки. Повышенный ток гарантирует отличное расплавление и наилучшее качество шва даже в начале сварки. Как правило, при использовании функции Hotstart отсутствуют непровары и высота шва в значительной степени уменьшается. |
| 21.Выбор импульсного режима | Pulse OFF Standard Pulse Advanced AC Pulse | Устройство имеет два импульсных режима. Стандартный режим доступен в режимах переменного и постоянного тока. Расширенный режим переменного тока, работает только в режиме переменного тока. Импульс используется для управления подачей тепла в сварочную ванну путем пульсации силы тока между высоким (пиковым) и низким (базовым или фоновым) значением. Стадия высокого тока устанавливается параметром «сварочный ток». Низкая ступень усилителя представлена как «базовый ток». Расширенный режим переменного тока (Advanced AC Pulse) чередует режимы переменного тока в пиковом значении импульса и постоянного тока в базовом значении импульса, что позволяет очень точно контролировать тепловложения при сварке тонкого алюминия. |
| 22.выбор режима работы 2T/4T/ Pedal/Amptrol | 2T, 4T, Pedal, Pedal with 2T, Pedal with 4T | Клавиша выбор работы: клавиша горелки, педаль или внешний регулятор тока Для работы с помощью клавиши горелки выберете режим 2 Т или 4 Т. Для операций в режиме 2 Т нажмите и удерживайте клавишу горелки. При отпускании горелки начнется процесс спада тока и далее продувка после сварки. В режиме 4 Т, при нажатии на клавишу горелки начнется процесс продувки газа перед сваркой, затем дуга загорится на значении «статовый ток». При отпускании клавиши горелки начнется процесс нарастания тока (Upslope) до установленного значения тока сварки Далее, если нажать и удерживать клавишу горелки, начнется процесс спада тока (Downslope) до значения тока заварки кратера. При отпускании клавиши, сварочный ток отключится и начнется процесс продувки после сварки. При желании, до окончания спада, можно снова нажать на переключатель, чтобы снова начать процесс нарастания тока. Для работы с педалью выберете режим pedal mode. Такие функции, как начальный ток, нарастание тока, спад тока и ток заварки кратера будут регулироваться непосредственно нажатием педали. Обязательно установите данные параметры в минимальное значение!!! ВАЖНО! При включенном индикаторе PEDAL так же есть возможность включить режимы 2Т/4Т. Данная функция предназначена для работы с внешним регулятором сварочного тока, либо регулятора установленного на сварочной горелке. Сопротивление резистора должно быть 22 кОм. Запуск процесса сварки при этом осуществляется клавишей горелки. Не стоит работать в данных режимах при использовании педали. |
| 23.Клавиша выбора режима работы | DC AC Advanced Square Soft Square Triangular | Устройство имеет функцию переменного / постоянного тока, с 3 стандартными формами волны, доступными в переменном токе для специальных сварочных нужд. Усовершенствованная прямоугольная волна (Advanced Square) является режимом по умолчанию и является лучшим универсальным режимом с превосходной эластичностью, стабильностью и хорошей управляемостью дуги. Это отличный выбор для большинства сварочных задач. Soft Square — более мягкая дуга, но сохраняет хороший контроль сварочной ванны. Уровень шума чуть ниже. Но он предлагает улучшенный контроль и ощущение традиционной синусоидальной волны, как в старых моделях трансформаторных источников. Однако в некоторых обстоятельствах дуга может быть не такой прямой и управляемой, как в режиме Advanced Square Треугольный режим (Triangular) предназначен для быстрого смачивания сварочной ванны без перегрева металла из-за более короткого времени, проведенного в «пиках» формы волны. Он также отличается быстрым остыванием ванны и полезен для сварки тонкого алюминия. Режим постоянного тока (DC) является стандартным режимом, используемым для всех металлов, кроме алюминия и его сплавов. Алюминий и его сплавы следует сваривать только в режиме переменного тока (АС). |
| 24.Индикаторы | Amps Seconds Percent Hertz Warning On | Устройство имеет один основной дисплей. Данные на дисплее всегда сопровождаются соответствующим светодиодным индикатором, который указывает на представляемую функцию. Сюда также входит функция самодиагностики, которая отображает код ошибки и соответствующий индикатор. |
Режим работы 2Т/4Т/Педаль
Режимы 2 Т и 4 Т позволяют работать без ножной педали. Во многих случаях ножная педаль не практична для использования.Режим 2 Т.
(Image not found: /upload/medialibrary/da7/da71e34f42b665b2cfd87109b47d2bd1.png)
При нажатии и удержании клавиши горелки, после окончания предварительной продувки (PREFLOW), дуга зажигается на значении стартового тока (START AMPS). Далее идет нарастание тока до установленного значения (WELD AMPS) в течении настроенного времени UP SLOPE. При отпускании клавиши горелки начинается процесс спада тока в течении времени DOWN SLOPE до тока завершения сварки END AMPS. После затухания сварочной дуги происходит процесс продувки защитного газа в течении времени POST FLOW.Если в процессе спада тока (DOWN SLOPE) еще раз нажать на клавишу горелки, то снова начнется процесс нарастания тока (UP SLOPE). Таким образом, нажимая и отпуская клавишу горелки во работы, можно контролировать тепловложение в процессе сварки.
Режим 4Т
(Image not found: /upload/medialibrary/a5c/a5c3f1d24e37cd22b8ae9014fe81de28.png)
При нажатии и удержании клавиши горелки, начинается процесс предварительной продувки защитного газа (PREFLOW), дуга зажигается на значении стартового тока (START AMPS) и горит на данном значении до момента отпуска клавиши горелки. После отпуска клавиши горелки начинается процесс нарастания тока в течении времени UP SLOPE до значения установленного сварочного тока WELD AMPS. Данный режим удобен при сварке длинных сварочных швов, т.к. нет необходимости в удержании клавиши горелки. При повторном нажатии и удержании клавиши начинается процесс спада тока в течении времени DOWN SLOPE до значения тока окончания сварки END AMPS. Процесс сварки продолжается на значении END AMPS до момента отпуска клавиши горелки, далее происходит процесс продувки защитного газа в течении времени POST FLOW.Режим работы с ножной педалью.
Режим педали аналогичен режиму 2 Т, однако все функции кроме предварительной и постпродувки должны быть установлены в минимальные значения, что бы не мешали нормальной работе педали. В случае если необходим «Горячий старт» для улучшения переноса дуги и быстрого создания сварочной ванны, можно использовать функцию START AMPS. Все остальные функции кроме сварочного тока должны быть установлены в минимальные значения. При работе с педалью значением сварочного тока (WELD AMPS) устанавливается максимальный ток при полном нажатии.ВАЖНО!
При включенном индикаторе PEDAL так же есть возможность включить режимы 2Т/4Т. Данная функция предназначена для работы с внешним регулятором сварочного тока, либо регулятора установленного на сварочной горелке. Сопротивление резистора должно быть 22 кОм. Запуск процесса сварки при этом осуществляется клавишей горелки. Не стоит работать в данных режимах при использовании педали.Особенности конструкции
- IGBT-компоненты от мировых лидеров обеспечивают высокую производительность и надёжность
- Микропроцессорное управление обеспечивает точное цифровое управление функциями сварки AC / DC
- Новый, улучшенный ВЧ запуск уменьшает проблемы с обслуживанием и улучшает зажигание дуги
- Стандартные силовые разъемы стандарта DINSE 50 обеспечивают надёжное соединение и совместимость с большинством горелок Tig и сварочных кабелей.
- Удобная панель управления сокращает время настройки без необходимости доступа к скрытым пунктам меню.
- Регулируемые параметры сварки мма позволяют использовать электроды серии E 6011, E7018, E7014, 309L и многие другие диаметром до 3.2 мм
- 9 программируемых яичеек памяти позволяют пользователю сохранять самые часто используемые настройки в режимах TIG и ММА
- Функция самодиагностики помогает защитить устройство и автоматически диагностировать определенные неисправности.
- Простота и структура электронных блоков повышает надёжность и ремонтопригодность
Особенности управления
- Полностью регулируемый импульс с частотой до 250 Гц для переменного тока и 500 Гц для постоянного тока позволяет контролировать тепловложение, уменьшить деформации и перегревы основных металлов.
- Низкочастотный Импульс переменного тока до 10 Гц контролирует нагрев тонкого металла и увеличивает проплавление на более толстых изделиях
- 3 формы волны переменного тока на выбор, чтобы максимизировать эффективность сварки алюминия.
- Дополнительная функция lift tig для работы там, где использование ВЧ зажигания ограничено или нежелательно.
- Возможность подключение таких аксессуаров как: выносной пульт, регулятор тока на горелке и ножная педаль
- Регулируемые в широком диапазоне параметры предварительной и пост продувки газа, стартовый и ток заварки кратера, нарастания и спада тока для полного управления параметрами сварки
- Промышленный рабочий цикл 60% в режиме TIG и 35% в режиме ММА на максимальной мощности.
- Минимальный ток в 3А в режиме DC и 5А в режиме АС.
- Сварочные процессы: ММА, TIG AC/DC
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
| Параметры / Модель | POWERTIG 255EXT |
| Рабочие процессы | AC/DC GTAW-P/DC SMAW |
| мин\макс выходные параметры в режиме TIG | DC: 3 A/10.1 V-250 A/24 V AC: 5 A/10.2 V- 250 A/24 V |
| мин\макс выходные параметры в режиме MMA | 20 A/20.8V — 225 A/29V |
| Тип поджига | HF и LiftStart |
| Искровой промежуток осциллятора | 0,7−1,15 мм (0,9 мм заводская установка) |
| ПВ в режиме TIG | 60% @ 250A/20V 100% @ 200 A/18V |
| ПВ в режиме ММА | 60% @ 225A/ 29.0V 100% @ 175A/27V |
| Напряжения холостого хода | 70 V |
| Напряжения питания | 240V 50−60Hz 1 Phase |
| Максимальный импульс потребляемого тока | 33.6A |
| Максимальное значение эффективного потребляемого тока | 27А |
| Пред/постпродувка защитного газа | 0−25 Seconds/ 0−50 Seconds |
| Стартовый ток/ток заварки кратера | Start: 5−250A (AC and DC) End: 3−250A DC; 5−250A AC |
| Время нарастания/спада тока | 0−25/0−25 Seconds |
| Форма переменного тока | Прямоугольная, треугольная, синусоидальная |
| Частота переменного тока | 20−250 Hz |
| Баланс полярности переменного тока | 5−90% |
| Частота импульсов | 0.1−500 HzDC 0.1−250 Гц прямоугольная форма AC 0.1−10 Гц синусоидальная и треугольная форма AC |
| Ток импульса | 5−99% |
| Ширина импульса | 5−100% |
| Форсаж дуги в режиме ММА | 0−100% |
| Горячий старт в режиме ММА | 0−100% |
| Время горячего старта в режиме ММА | 0−2.0 сек |
| Класс защиты | IP21S |
| КПД, % | >80% |
| Тип охлаждения | Принудительное воздушное с туннельной вентиляцией |
| Размеры | 430*235*560 |
| Вес источника | 28 кг |
| Минимально рекомендуемая мощность генератора* | 8500 Ватт |
